
שרוול מתאם H31/500 H31/530 H31/560

עקרון שרוול מתאם
העיקרון של שרוול מתאם מתייחס לשיטה שבה נוצר פער מסוים בין חלק העבודה לשרוול על ידי הכנסת חלק העבודה לתוך שרוול בגודל מתאים בעיבוד, והמשטח החיצוני של השרוול משמש כהתייחסות ל להבטיח את דיוק הממדים של חתיכת העבודה.
הרעיון הבסיסי של עקרון שרוול המתאם הוא להשתמש במשטח החיצוני של השרוול כמישור ייחוס כדי להבטיח שחלק העבודה לא יגרום לסטיית ממדים עקב עיוות חומר או שגיאות עיבוד במהלך העיבוד. בתהליך העיבוד, חתיכת העבודה מוחברת לתוך השרוול, והמשטח החיצוני של השרוול זז ביחס לחותך או לכלי עיבוד אחרים, ונוצר פער מסוים בין חלק העבודה לשרוול, כך שבעיבוד בתהליך, חתיכת העבודה תיחתך אוטומטית בהתאם לצורת השרוול, על מנת להבטיח את הדיוק הממדים של העיבוד של חלק העבודה.
באמצעות העיקרון של שרוול מתאם, ניתן להבטיח ביעילות את דיוק הממדים של חלק העבודה, לשפר את יעילות העיבוד ולהפחית את עלות העיבוד. עם זאת, ביישומים מעשיים, יש לקחת בחשבון גורמים כמו בחירת הגודל של השרוול והעיוות התרמי במהלך תהליך העיבוד כדי להבטיח את היעילות של עקרון שרוול המתאם. יחד עם זאת, במקרים מיוחדים, המשטח הפנימי של השרוול יכול לשמש גם כאסמכתא למימוש יישום עקרון שרוול המתאם.
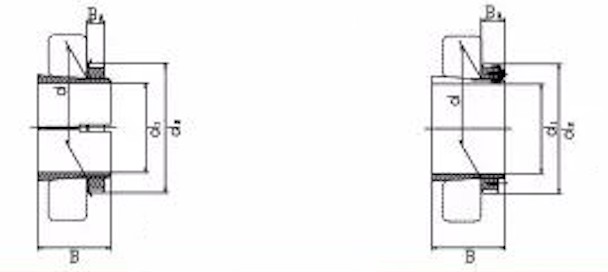
| ייעודים | מידות גבול | מיסבים מתאימים | Wt | |||||
| d | d1 | B | d2 | B3 | מיסב רולר כדורי | KG | ||
| H31/500 | 500 | 470 | 356 | 630 | 100 | 231500K | – | 145 |
| H31/530 | 530 | 500 | 364 | 670 | 105 | 231/530K | – | 161 |
| H31/560 | 560 | 530 | 377 | 710 | 110 | 231/560K | – | 185 |
| H31/600 | 600 | 560 | 399 | 750 | 110 | 231/600K | – | 234 |
| H31/630 | 630 | 600 | 424 | 800 | 120 | 231/630K | – | 254 |
| H31/670 | 670 | 630 | 456 | 850 | 131 | 231/670K | – | 340 |
| H31/710 | 710 | 670 | 467 | 900 | 135 | 231/710K | – | 392 |
| H31/750 | 750 | 710 | 493 | 950 | 141 | 231/750K | – | 451 |
| H31/800 | 800 | 750 | 505 | 1000 | 141 | 231.800K | – | 535 |
| H31/850 | 850 | 800 | 536 | 1060 | 147 | 231/850K | – | 616 |
| H31/900 | 900 | 850 | 557 | 1120 | 154 | 231900K | – | 677 |
| H31/950 | 950 | 900 | 583 | 1170 | 154 | 231/950K | – | 738 |
| H31/1000 | 1000 | 950 | 609 | 1240 | 154 | 231/1000K | – | 842 |
| H31/1060 | 1060 | 1000 | 622 | 1300 | 154 | 231/1060K | – | 984 |




